Taking hundreds of measurements, in various industrial plants, it is not uncommon to encounter high levels of vibration, associated with the phenomenon of resonance. This seemingly well-known phenomenon has repeatedly caused quite a problem, especially in new installations just put into operation.


Professional vibration analyzers have such capabilities, thanks to special software modules, they allow to perform shock test and natural frequency detection quite efficiently and quickly.
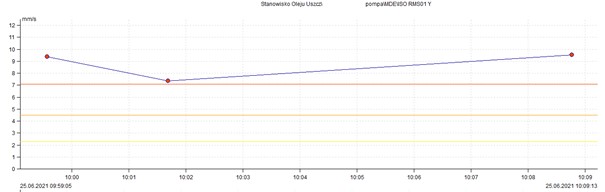
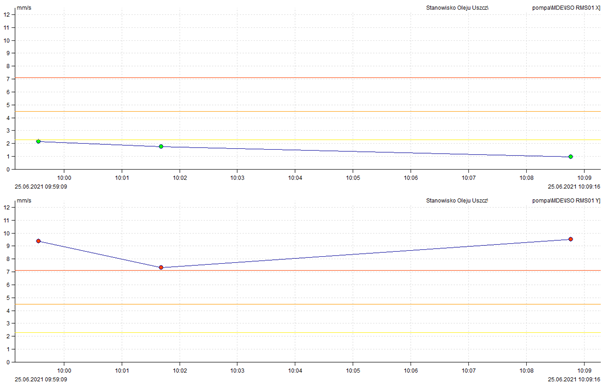
Resonances are characterized by directionality – usually the stiffness of the structure in a given direction is higher or lower than in perpendicular directions. This is another of the properties that confirms the presence of resonances. By measuring vibrations in multiple directions and observing significant differences in amplitudes, resonance can be suspected. The trend plot of the rms value of the vibration velocity in mutually perpendicular X – Y directions, posted below, illustrates such a case.
The shock test is performed by applying an accelerometer to a machine or structure and stimulating it with, for example, a hammer blow while the machine is stopped. The goal is to diagnose natural frequencies, not those from the operation of the machine, related to: rotor imbalance, misalignment, backlash, or other malfunctions. But what if the machine can’t be stopped, and a bump test is needed? The NEGATIVE ASSEMBLY function comes to the rescue.
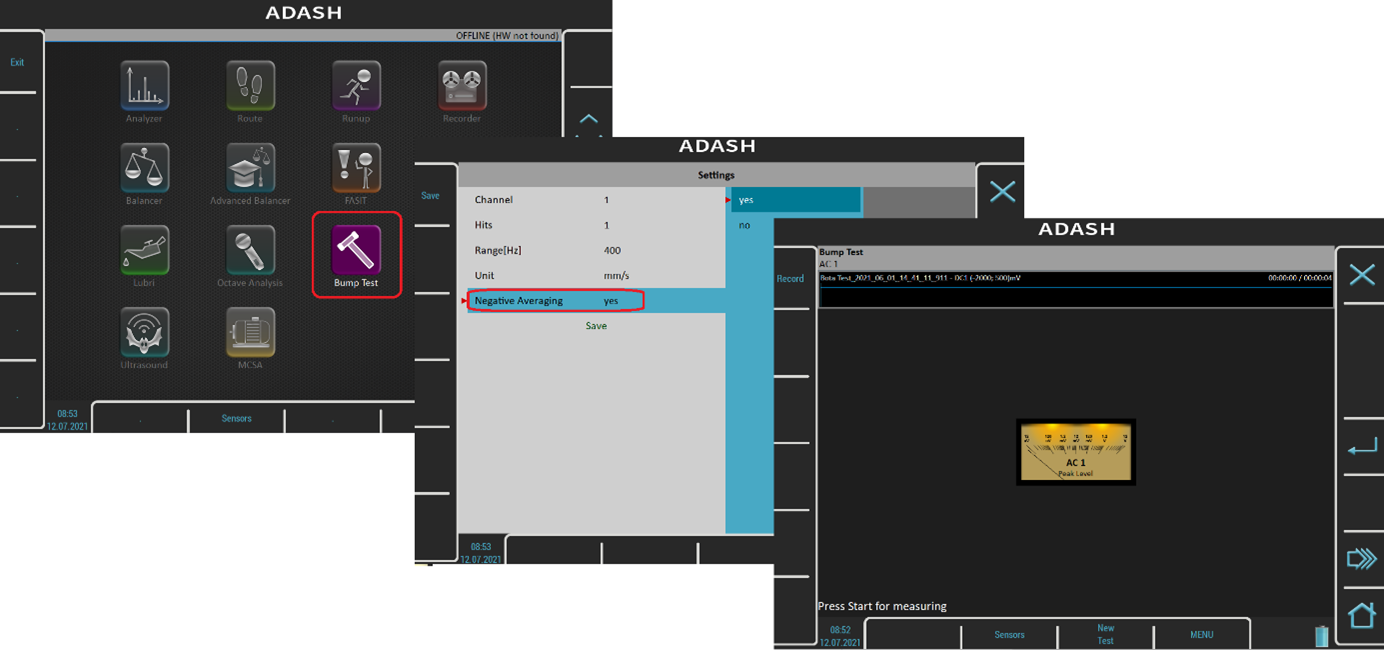
This involves taking a pre-measurement of the running machine and “teaching” the analyzer the behavior of the system, during operation. The vibration frequency spectrum, thus recorded, is then taken as a reference level, and now a bump test can be performed, while the machine is running, exactly as if it were stopped. Thanks to negative averaging, we make a proper detection of natural frequencies.
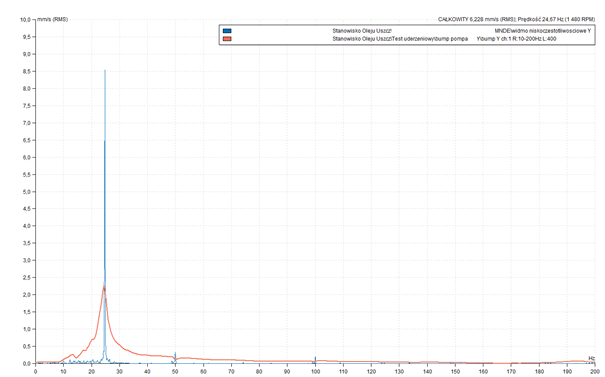
When we measure the vibration spectrum of the machine’s operation and compare it with the spectrum from the bump test, we quickly determine whether the frequencies from the operation are too close to the natural frequencies. It is assumed that the safe margin is +/- 20% between the natural frequency and that from the machine operation.
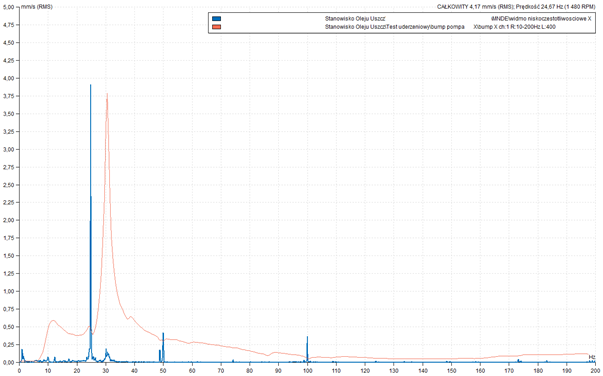
The figure illustrates an acceptable case, where the natural frequency detected by the BUMP TEST shock test of about 30 Hz is 5 Hz away from the operating frequency of the machine, about 25 Hz, which is more than 20% of the margin.